Vitrarea verandei și a terasei singur. Vitrarea unei verande la dacha: utilizarea ramelor de aluminiu și caracteristicile geamurilor fără rame. Instalăm ferestre cu propriile noastre mâini
Unul dintre cele mai bune moduriînlocuiți elementele de conductă vechi sau puneți una nouă - începeți instalarea tevi din polipropilena cu propriile tale mâini. Lucrarea nu va dura mult timp dacă casa are țevile în sine, setul necesar de fitinguri și un aparat de sudură pentru țevi din polipropilenă. În doar o jumătate de oră vei putea folosi noul sistem.
Această tehnologie de sudare se numește sudare cu priză. Conductele nu sunt conectate imbinare la imbinare, ca cele metalice, ci prin adaptoare suplimentare - fitinguri, cu care marginile sunt lipite la o temperatura de 260 de grade. Există, de asemenea, fitinguri adaptoare de la o conexiune sudată la una filetată.
Aparat de sudura  Tipuri de fitinguri pentru polipropilenă
Tipuri de fitinguri pentru polipropilenă
Pentru a lucra complet veți avea nevoie de următoarea listă de instrumente.
- Echipamente de sudare (mașină pentru sudarea țevilor din polipropilenă, fier special, fier de lipit)
- Un set de duze pentru un fier de lipit (cele mai populare modele sunt de 20 mm)
- Foarfece speciale sau tăietor cu inele. Pentru cantități mici de muncă, vă puteți descurca cu un ferăstrău/cuțit obișnuit
- Aparat de ras pentru curățarea conturului (necesar la îndepărtarea stratului de întărire, dacă există)
- Eliminator de teșituri. Se foloseste in caz de calitate proasta a conturului (carpe) pentru ca plasticul sa nu se ridice. Dar acest lucru nu se va întâmpla atunci când folosiți foarfece speciale. Dacă este necesar, puteți face singur un ascuțitor prin lipirea unei lame de cuțit într-un accesoriu la 45°
Aparat de sudura de casa pentru polipropilena
Prețul fiarelor de lipit pentru țevi din polipropilenă începe de la 1000 de ruble. Dacă volumul de lucru nu este atât de mare și doriți să economisiți bani, atunci puteți face un fier de lipit cu propriile mâini.
Pentru aceasta vei avea nevoie de:
- fier vechi – 0 rub.;
- duză cu două fețe pentru dimensiunea dorită - 250 de ruble;
- pastă termică de calculator – 140 de ruble;
- burghiu, burghiu pentru metal și șurub cu șaibă de diametrul corespunzător.


- Înșurubați atașamentul pe talpa fierului de călcat, ungându-i capetele cu pastă termică pentru un bun transfer de căldură.
- Decideți în avans cum va fi mai convenabil să lucrați și fixați duza cu partea mai mare în sus sau invers. Este important să faceți acest lucru la început, deoarece atunci când fierul de călcat este fierbinte, va fi dificil să îl schimbați.
- Desfaceți vârful ascuțit al fierului de călcat pentru a facilita lucrul pe perete.
- Înainte de utilizare, încălziți fierul de călcat câteva minute și așteptați ca a doua oară să crească căldura.
- Temperatura duzei trebuie să fie de 260°-270°C. Dacă nu există senzor de temperatură, îl puteți măsura aproximativ folosind plumb și cositor. Staniul (pentru lipit) ar trebui să se topească bine, punctul său de topire este de 231°C, iar plumbul va începe să se topească numai la 327°C.
Lecție video
Instrucțiunile video vor arăta cum să sudați țevile din polipropilenă.
Instructiuni de instalare

- Înainte de a începe lucrul, este important să decideți asupra locației țevilor. Este recomandabil să faceți un plan pe hârtie pentru a reduce numărul de suduri „din mers”. Va fi mult mai convenabil să asamblați elementele principale pe masă și apoi să le fixați în sistem în mai mulți pași.
- Pentru a conecta țevile din polipropilenă, marginile elementelor sunt încălzite. Peretele interior este încălzit în cuplaj, iar țevile sunt încălzite la exterior. Pentru a face acest lucru, sunt puse aproape complet pe duza fierului de lipit și ținute timp de câteva secunde.

- După aceasta, elementele sunt conectate imediat în direcția dorită. Veți avea la dispoziție câteva secunde pentru a le centra dacă este necesar, de obicei făcut cu ochiul. În acest caz, nu le puteți roti în interior unul în raport cu celălalt. Timpul de sudare depinde de grosimea plasticului și de lățimea cusăturii.
- Polipropilena încălzită se va amesteca la îmbinare și se va suda în siguranță dacă este încălzită la temperatura dorită. De asemenea, este imposibil să-l țineți prea mult timp pe fierul de lipit, plasticul se poate scurge, diametrul intern al canalului va scădea, iar etanșeitatea conexiunii va fi compromisă.
Înainte de a lipi țevile din polipropilenă, asigurați-vă că deschideți supapa de pe cuplare, altfel aerul o va împinge afară din duza fierului de lipit.
- Atunci când este conectat corect, o parte din plastic ar trebui să iasă uniform, formând o ușoară depășire pe cuplare. Dacă apar probleme la punerea acestuia și plasticul se îndoaie prea mult, trebuie să teșiți marginea.
Conform standardelor germane DVS-2207-1, decopertarea țevilor din polipropilenă trebuie să aibă un unghi de 15° și o adâncitură de 2-3 mm. În Rusia, standardul este o teșire a teșirii de 45° și o adâncitură de 1/3 din grosime. De fapt, orice teșire în aceste limite va funcționa. Principalul lucru este că este uniform.
 Tăiător manual de țevi
Tăiător manual de țevi - Aparatul de sudura pentru lipit trebuie amplasat pe un suport (clema speciala). Trebuie să setați temperatura pe regulator la 260°C, dar pentru viteza de lucru o puteți crește la 280°C. Alte temperaturi vor duce la o conexiune nesigură, așa că la achiziționarea unui dispozitiv nu este necesar să alegeți un model cu termostat.
- Elementele vor fi dificil de montat pe duza de încălzire deoarece au o rază mai mare. Când le puneți, le puteți întoarce puțin de-a lungul axei pentru a fi mai ușor de pus pe duza. Cu toate acestea, țevile nu pot fi introduse până la capăt, astfel încât capetele lor să nu se topească în interior. La început, pentru a evita acest lucru, ar trebui să faceți semne cu un creion, dar apoi nu va fi dificil să simțiți adâncimea dorită.

- Când toate elementele sunt asamblate, puteți începe sudarea suspendată. De obicei, acestea sunt tranziții între pereți, conexiuni la baterii, prize de alimentare cu apă.
Țevile obișnuite din plastic sunt potrivite numai pentru apă rece, nu sunt proiectate să funcționeze sub presiune. La instalarea conductelor și a încălzirii, trebuie utilizate numai conducte din polipropilenă armată. Pentru a le suda, va trebui să îndepărtați o parte a armăturii cu un aparat de ras special.
 Aparat de ras pentru curățarea marginilor de armătură
Aparat de ras pentru curățarea marginilor de armătură - Dacă conductele sunt potrivite pentru cazan, nu ar trebui să existe plastic în apropiere. Pentru a „ține afară”, țevile sunt conectate folosind un adaptor de la o îmbinare sudată la una filetată, printr-o țeavă metalică de peste 0,5 m lungime.
- Nu uitați să instalați o supapă de închidere înainte de noua secțiune a conductei, acest lucru vă va ajuta la repararea sau instalarea unui nou punct.
- Pornirea unei noi secțiuni va arăta dacă procesul de lipire a fost finalizat corect. După deschiderea supapei de închidere și lăsarea apei în sistem, verificați toate conexiunile pentru scurgeri.
Conectarea metalului cu polipropilena

În timpul reparațiilor, apar adesea situații când o nouă secțiune de polipropilenă trebuie conectată la țevile metalice vechi. Această conexiune se realizează folosind fitinguri speciale. Dacă un fiting este lipit la polipropilenă cu un fier de lipit, atunci când vă conectați la o țeavă metalică, puteți merge în două moduri. Puteți suda țeava pe fiting folosind o mașină de sudură sau puteți tăia un fir pe țeavă și înșurubați fitingul. Este mai ușor de sudat, dar aveți nevoie de un aparat de sudură, așa că de obicei tăiați un fir pe țeavă. Înainte de operația de îmbinare, secțiunea de fier este curățată și lubrifiată cu unsoare.
Utilizarea țevilor din polipropilenă vă permite să le ascundeți în interiorul peretelui, spre deosebire de țevile metalice cu șurub. În primul rând, este important să vă asigurați că conexiunile sunt strânse.
Acum știți cum să lipiți corect țevile din polipropilenă și o puteți face cu ușurință singur. Exersați mai întâi micile resturi și veți putea rapid să actualizați instalațiile sanitare ale casei dvs.
Instalațiile sanitare din plastic au intrat de mult în viața noastră de zi cu zi. Un atribut invariabil al reparației fondului de locuințe sovietice, împreună cu ferestre metal-plastic, sistemul de alimentare cu apă a fost realizat din conducte de polipropilenă.
Avantajele alimentării cu apă din polipropilenă față de țevi din oțel sunt evidente:
- Ieftin și selecție largă de materiale;
- Simplitatea muncii la marcarea și asamblarea celor mai complicate și opțiuni complexe trasarea conductelor;
- Protecția mediului, rezistența materialului la coroziune și depuneri de sare pe pereții comunicațiilor din polipropilenă.
Cei care s-au confruntat cu procedura plictisitoare și consumatoare de timp de instalare a conductelor de apă din tevi metalice, pot aprecia tehnica simplă de îmbinare a plasticului cu ajutorul unui fier de lipit special pentru țevi din polipropilenă.
Dacă a venit momentul renovării apartamentului, problema înlocuirii alimentării cu apă cu comunicații din plastic, în funcție de disponibilitatea dorinței, banilor și timpului liber, poate fi rezolvată:
- Angajarea unui meșter și a unui prieten care are experiență în lucrul cu un dispozitiv pentru lipirea țevilor de propilenă, care poate ajuta la asamblarea pieselor marcate și tăiate într-un singur întreg folosind un fier de lipit tevi din plastic;
- Transferarea problemei reparațiilor la cheie către o echipă de reparatori fără nicio dorință de a înțelege complexitățile asamblarii și lipirii componentelor din plastic;
- Făcând singur toată munca.
Simplitatea asamblarii lipirii plasticului este atât de captivantă încât este dificil să reziste tentației și să rezolvi problema instalațiilor sanitare în nici un alt mod decât să alegi și să cumperi un fier de lipit pentru țevi din polipropilenă.

Suma de bani cheltuită pentru achiziționarea instrumentului va fi mai mică decât costul serviciilor specialistului, dar cu condiția să înțelegeți cu adevărat cum să alegeți un fier de lipit pentru țevi din polipropilenă. În esență, fierul de lipit pentru piesele de propilenă și fitingurile de conectare este un element de încălzire cu sistem de control și indicare a încălzirii termomecanice sau electrice. Două duze sunt montate pe încălzitor, permițându-vă să încălziți simultan suprafața exterioară a țevii și suprafața interioară a fitingului cu un fier de lipit. Încălzirea durează în medie aproximativ 5 s, piesele sunt conectate cu o ușoară presiune manuală pentru a stabili și a forma o conexiune puternică în 2-3 s. Dacă piesele sunt supraîncălzite sau conectate deformat, o parte din plasticul topit poate pătrunde în interiorul țevii și, ca urmare, aria de curgere scade.

Important! Fă-o singur cel mai lucrări de lipire și asamblare, puteți controla personal calitatea îmbinărilor de lipit ale țevilor din polipropilenă.
Pentru inovatori și pasionați de bricolaj, puteți asambla un fier de lipit pentru țevi din polipropilenă cu propriile mâini. Rezistența și durabilitatea lipirii depind de perfecțiunea fierului de lipit și de cât de înaltă calitate sunt țevile din polipropilenă.
Ce este bun la un fier de lipit DIY?
Principiul de funcționare al fierului de lipit este simplu și folosește principiul aderenței suprafețelor lipite ale pieselor din polipropilenă încălzite la temperatura de înmuiere. Nu este întotdeauna necesar să reconectați sau să lipiți din nou jumătate din cablurile de alimentare cu apă din casă. Uneori trebuie să lucrați cu un fier de lipit pentru a face două sau trei conexiuni. În acest caz, un mini-fier de lipit de casă pentru țevi din polipropilenă de la un încălzitor la îndemână poate ajuta.
Pentru cineva cu experiență de lucru cablaj electricși folosirea abilităților de instalații sanitare pentru a face o versiune mică pentru amatori a unui fier de lipit pentru țevi din polipropilenă este o chestiune de două ore.
De obicei, țevi de apa așezat în canale și ascuns de privirile indiscrete de ecrane și decor, astfel încât să nu vă faceți griji pentru frumusețe și estetic. Un alt lucru este important - reglarea incorectă a temperaturii și supraîncălzirea țevii sau a materialului de fiting, chiar și sub o forță ușoară, vor duce la defecte. În lipire, prima și principala problemă rămâne calitatea conexiunii pieselor.
Dacă, atunci când lucrați cu un fier de lipit de casă, este posibil să nu respectați standardele mondiale de aspect, nu contează pentru cazurile de amatori, acest lucru este acceptabil.
Pentru asamblare fier de lipit de casățeavă de propilenă veți avea nevoie de:
- Elementul de încălzire este talpa unui fier de călcat electric obișnuit, de preferință sub forma unui bloc de aluminiu închis, cu un termostat și un cordon electric cu priză;
- accesorii fierului de lipit pentru țevi din polipropilenă și fitinguri de dimensiunea necesară pentru țevile dvs.;
- șurub-piuliță M8 nichelat pentru atașarea duzelor la încălzitor;
- multimetru digital cu termometru extern cu termocuplu;
- o clemă sau o altă prindere care vă permite să fixați în siguranță fierul de lipit pe o suprafață de utilitate.

Pe lângă temperatură, este importantă viteza sau puterea de încălzire a suprafeței pieselor care se îmbină. Dacă încălziți un fiting sau o țeavă din polipropilenă pentru o perioadă suficient de lungă, piesele își vor pierde forma și dimensiunile geometrice sub influența temperaturii.
Prin urmare, pentru a topi rapid o suprafață cu diametrul de 15-30 mm, este necesară o putere de 700 - 900 W, care corespunde aproximativ cu puterea maximă a încălzitorului de fier.

Asamblam un produs de casă pentru cuplaje de propilenă:
- La o distanță de 30-40 m de nasul tălpii de aluminiu, găurim un orificiu traversant cu diametrul de 8 mm și, folosind un șurub și o piuliță, conectăm duzele pentru țeavă și fiting la baza încălzitorului;
- Instalăm mânerul de călcat pe talpa încălzitorului astfel încât să nu limiteze accesul la atașamentele atașate;
- Conectăm cablajul la contactele încălzitorului de fier;
- Îl pornim și folosim un multimetru, un termometru digital și un regulator de pe fierul de călcat pentru a seta temperatura la 265°C.
Folosim o clemă pentru a fixa un fier de lipit de casă din țevi din polipropilenă, care vă va permite să lipiți singuri piesele, fără un asistent, mânerul poate fi, de asemenea, să vă fie potrivit pentru cel mai mare confort și risc minim de a vă arde.

Ce fier de lipit este mai bun pentru țevile din polipropilenă
S-a crezut întotdeauna că cel mai bun instrument este o versiune profesională, concepută pentru utilizare pe termen lung și cu parametri înalți pentru lipirea țevilor de propilenă. Fier de lipit profesional pt tevi din polietilena presupune:
- Utilizarea de materiale pentru duze care sunt rezistente la încălzire prelungită, cu conductivitate termică ridicată și care nu se lipesc de suprafața încălzită a părții din polipropilenă; de regulă, se folosesc duze din alamă sau cupru acoperite cu teflon sau carbon;
- Schimbarea ușoară și convenabilă a duzelor de pe flanșa încălzitorului, kitul include un set pentru dimensiunile principale ale țevilor - de la 16 la 160 mm;
- Suprafața metalizată a duzelor oferă o viteză mare de încălzire a pieselor din polipropilenă;
- Prezența unui stabilizator de alimentare a încălzitorului și reglarea automată a temperaturii vă permite să mențineți fierul de lipit fierbinte atât timp cât doriți, fără riscul defecțiunii elementului de încălzire.
Atributele obligatorii ale modelelor profesionale de fiare de lipit sunt un suport ușor demontat și o carcasă pentru depozitarea și transportul dispozitivului cu accesorii.
De exemplu, versiunea larg cunoscută a fierului de lipit pentru țevi din polipropilenă este dytron sau ditron - după cum doriți. Este foarte apreciat pentru fiabilitatea și ușurința în utilizare, nepretențiune și construcție robustă. Când lipiți piesele de propilenă, timpul trece cu secunde trebuie să instalați rapid, să scăpați sau chiar să aruncați știftul pe suport, iar acest lucru practic nu îi afectează performanța. Există trei modele în linia DYTRON:
- Cu o putere de 850 W, cea mai populara in renovarea apartamentelor, este folosita pentru tevile din polipropilena cu diametrul de pana la 36 mm;
- Putere 1200 W – pentru tevi din polipropilena cu diametrul de pana la 160 mm;
- Cu un încălzitor în formă de tijă cu o putere de 650 W.

Fierul de lipit vine cu o cheie pentru schimbarea vârfurilor, care poate fi de la 3 la 12 într-un set, foarfece pentru tăierea țevilor din polipropilenă, nivel de construcție, mănuși și suport. În ciuda tuturor avantajelor, merită remarcat un punct negativ - fierul de lipit în mod clar suprapreț.
Important! Astfel de dispozitive sunt proiectate pentru multe ore de funcționare, dar, în orice caz, necesită îngrijire atentă. acoperire antiaderent pe duze. Teflonul este foarte sensibil la zgârieturi și așchii, așa că nu trebuie să folosiți pentru curățare alte obiecte dure sau metalice decât cârpe.
Dar nici specialiștii implicați în lipirea țevilor de apă nu se străduiesc întotdeauna să cumpere un fier de lipit pentru țevi din polipropilenă într-o versiune profesională costisitoare. Multe dintre modelele de buget, asamblate din componente chinezești sau turcești, funcționează la fel de bine ca modelele de marcă.
Să luăm, de exemplu, un cal de lucru tipic al reparatorilor - fierul de lipit Soyuz pentru țevi din polipropilenă:
- Putere mare de încălzire – până la 2 kW;
- Setul include șase duze standard cu un diametru de la 20 la 63 mm;
- În plus, fierul de lipit este echipat cu o cheie hexagonală pentru schimbarea instrumentului de lucru, un suport pentru dispozitiv și o carcasă.
Lungimea cablului de alimentare este de numai 130 cm, ceea ce clar nu este suficient pentru lucru. Dar această dimensiune este tipică pentru modelele de buget, în timp ce fiarele de lipit profesionale au o lungime totală de 2,5-3,5 m. „Soyuz” este echipat cu un sistem de control al încălzirii cu două moduri și două indicatoare de culoare - verde și roșu, acesta din urmă se aprinde când încălzirea este pornită automat.


Fierul de lipit este echipat cu tot ceea ce este necesar pentru lipirea cu succes a țevilor din polipropilenă, așa că este dificil de spus dacă merită să plătești în exces. accesorii suplimentare, ca si in cazul modelelor scumpe de fiare de lipit.
bouw.ru
Fier de lipit pentru țevi din polipropilenă: instrucțiuni despre cum să utilizați un fier de lipit electric, ce calibru al duzelor de lipit să utilizați, cum să alegeți un fier de lipit printre producători
Fier de lipit pentru țevi din polipropilenă: instrucțiuni de utilizare
Un fier de lipit din fabrică sau chiar de casă pentru țevi din polipropilenă este un lucru aproape de neînlocuit dacă decideți să înlocuiți singur conductele din apartamentul dvs.
Utilizarea echipamentelor de lipit vă permite să conectați rapid și fiabil țevile din polipropilenă, asigurând etanșeitatea unei astfel de conexiuni.
Principiul de funcționare al unui fier de lipit pentru țevi
Dispozitivul pe care cel mai adesea îl numim fier de lipit pentru țevi din polipropilenă, din punct de vedere tehnic, se numește corect „Aparatură pentru sudura prin contactțevi cu o unealtă încălzită”.

Fier de lipit pentru tevi din polipropilena
Principiul de funcționare al acestui dispozitiv este destul de simplu:
- Fierul de lipit este conectat la rețea
- Duzele fierului de lipit pentru țevile din polipropilenă sunt instalate în prize speciale, al căror diametru corespunde diametrului țevilor conectate.
- Punem secțiunile de țeavă pentru a fi sudate pe duze, care se încălzesc treptat
- Scoateți țevile încălzite până când polipropilena începe să se topească din duze și uniți-le.

Astfel, un fier de lipit pentru lipirea țevilor din polipropilenă vă permite să creați rapid o conexiune fiabilă și etanșă ermetic (deși dintr-o singură bucată, adică permanentă) a țevilor.
În același timp, costul fiarelor de lipit și ușurința în exploatare vă permit să utilizați singur fiare de lipit pentru țevi din polipropilenă, fără a implica specialiști din afară.
După cum puteți vedea, un fier de lipit pentru polipropilenă este un instrument foarte util. Și pentru a nu greși atunci când alegeți un fier de lipit, mai jos vă oferim câteva recomandări pentru selectarea modelelor.
Parametrii cheie care determină alegerea mașinii de lipit vor fi:
- Puterea fierului de lipit
- Disponibilitatea duzelor înlocuibile (precum și gama lor)
- Țara producătorului
Putere fier de lipit pentru tevi din polipropilena
Prima și, probabil, caracteristica cheie a unui fier de lipit este puterea acestuia. Puterea unui fier de lipit pentru țevi din polipropilenă determină diametrul maxim al țevii pe care fierul de lipit îl poate suda.
Mai mult, cu cât puterea este mai mare, cu atât țevile mai mari le puteți suda cu un fier de lipit. De exemplu, un fier de lipit cobra pentru țevi din polipropilenă, cu o putere de 1,5 kW, vă permite să sudați țevi din polipropilenă. al cărui diametru variază de la 20 la 50 mm, iar mașina cu energie mai puternică (1700 W) face posibilă conectarea țevilor cu diametrul de până la 63 mm.
Această dependență nu este liniară, adică Puterea mai mare a unui fier de lipit nu înseamnă întotdeauna că este potrivit pentru lucrul cu țevi de diametru mare.
De exemplu, un fier de lipit Ditron (modelul TraceWeld PROFI albastru), cu o putere „modesta” de 850 W, este capabil de sudarea de înaltă calitate a țevilor cu un diametru de până la 63 mm, pe care alte modele de fiare de lipit a căror putere este semnificativ mai mare (de exemplu, fora sau deja menționat aici) nu sunt capabili de Cobra).
Un alt aspect care este afectat de puterea unui fier de lipit este viteza de funcționare - cu cât dispozitivul este mai puternic, cu atât mai repede poți conecta țevile (mai puțin timp durează încălzirea).
Și aici trebuie să alegeți: dacă trebuie să faceți doar câteva conexiuni, atunci calibrul de putere redusă SVA-750T (750 W) este destul de potrivit. Și dacă trebuie să lipiți mult, atunci este mai bine să luați un model cu mai multă putere, de exemplu Valtec 1500 W.
Destul de des ei spun că atunci când alegeți un fier de lipit electric pentru țevi din polipropilenă, puterea sa necesară poate fi calculată prin înmulțirea diametrului maxim al țevii sudate cu 10. Această regulă este parțial adevărată, dar doar parțial - trebuie utilizată cu prudență. .
Am indicat mai sus motivele pentru care este necesar să alegeți un fier de lipit pentru țevi din polipropilenă analizând toate recomandările producătorului.
Accesorii pentru fier de lipit
Atunci când alegeți un fier de lipit pentru țevi din polipropilenă în conformitate cu nevoile specificate, este foarte important să țineți cont de prezența diferitelor duze incluse în kitul de lipit. Dacă achiziționați un fier de lipit echipat cu diverse atașamente, vă va fi mult mai ușor să sudați țevi din polipropilenă de diferite diametre.
Un alt avantaj (deși este mai relevant pentru profesioniștii care sudează în mod regulat un număr mare de țevi) este capacitatea de a instala mai multe duze în paralel. Această oportunitate este oferită, de exemplu, de fierul de lipit candan pentru țevi din polipropilenă.

Varfuri acoperite cu teflon
Când cumpărați o mașină de lipit, acordați atenție și acoperirii duzelor. Cele mai funcționale sunt duzele de lipit cu acoperire de teflon, precum și duzele acoperite cu teflon metalizat.
Astfel de duze nu numai că se încălzesc mai uniform, dar durează și mult mai mult. Fiarele de lipit deja menționate candan, dytron și altele sunt echipate cu duze acoperite cu teflon.
Echipamente

Pe lângă fierul de lipit în sine și duzele, mașina de lipit poate include și instrumente și accesorii suplimentare, de la foarfece pentru tăierea țevilor din polipropilenă până la mănuși speciale care vă vor proteja mâinile de arsuri la sudarea țevilor din polipropilenă cu propriile mâini: sfaturi de la experți.
Majoritatea producătorilor ambalează fiarele de lipit în cutii speciale de transport - plastic sau metal.
Țara producătorului
Un rol important îl joacă și faptul unde este fabricat fierul de lipit pentru țevi din polipropilenă pe care l-ați ales.
Și, deși astăzi „genealogia” unui fier de lipit nu este atât de important (la urma urmei, globalizarea), unele modele din geografie sunt încă prezente:
- Fiarele de lipit cehe pentru țevi din polipropilenă ocupă pe bună dreptate un loc de frunte în evaluarea informală a acestor dispozitive. În ciuda faptului că nu sunt cele mai mici costuri, fiarele de lipit cehe (cum ar fi Daytron, care a fost menționat de multe ori astăzi) au o cerere constantă. Deci, dacă calitatea instrumentului este pe primul loc pentru dvs., Republica Cehă nu are alternative.

- Fiarele de lipit turcești sunt într-un fel o opțiune de compromis. Turcia produce atât modele excelente, care le pot eclipsa pe celelalte cehe, cât și modele de o calitate sincer scăzută.
De aceea, după ce ați decis să cumpărați un fier de lipit turcesc, trebuie să fiți foarte atenți atunci când alegeți un anumit model, citind recenziile de pe Internet.
Fier de lipit ENERGOMASH (STURM)
Fiarele de lipit chinezești ocupă o nișă separată pe această piață. Pe de o parte, China a fost și rămâne China, cu trăsăturile sale constante: democratice și complet la un pret accesibilși calitate imprevizibilă. Pe de altă parte, de fapt, multe fiare de lipit europene și interne (dacă credeți în autocolant) sunt produse și la unitățile de producție din Regatul Mijlociu - iar controlul calității la astfel de întreprinderi asigură producția de produse destul de competitive.
Astfel de dispozitive includ fierul de lipit Energomash pentru țevi din polipropilenă (este produs și sub alt brand – sturm).
- Ei bine, complet diferite sunt fiarele de lipit de casă pentru polipropilenă, fabricate de „ mesteri populari» folosind o varietate de solutii tehnice(cel mai adesea - spirale din fiare de călcat). Astfel de dispozitive funcționează imprevizibil, așa că nu ne vom lua libertatea de a recomanda utilizarea lor. Și din punctul de vedere al siguranței electrice, astfel de produse de casă sunt cel mai adesea defecte (pentru a spune ușor!)
De fapt, piata moderna echipamentele electrice demonstrează o relație destul de directă între „prețul fierului de lipit și calitate”. Astfel, dacă achiziționați un dispozitiv chinezesc ieftin, atunci cel mai probabil nu va dura mult.
Dar dacă intenționați să lucrați cu țevi pentru o perioadă destul de lungă, atunci este mai bine să cumpărați imediat un fier de lipit mai scump - țevile din polipropilenă vor fi mai ușor de sudat, iar sudura va fi mai fiabilă. În plus, gama de fiare de lipit pentru țevi din polipropilenă, disponibile în supermarketurile de construcții și magazinele online, vă permite să alegeți un model pentru aproape orice cerință și „pentru orice buget”.
Ghidându-se de considerentele de mai sus, puteți alege cel mai bun fier de lipit pentru țevi din polipropilenă: instrucțiunile pentru un astfel de dispozitiv, incluse în kit sau disponibile pe site-ul producătorului, vă vor permite să alegeți modul optim de funcționare. Și literalmente, după câteva încercări, veți putea conecta eficient conductele din apartamentul dvs. atunci când le înlocuiți!
Mai multe informatii
Conexiunea sudată a țevilor din polipropilenă se caracterizează printr-o fiabilitate mai mare în comparație cu alte metode de combinare a produselor între ele. Această tehnologie de conectare nu are diferențe atunci când se lucrează cu polipropilenă. Singura excepție o reprezintă produsele armate: instalarea lor necesită anumite caracteristici specifice.
Această tehnică este destul de simplă. Sudarea poate fi efectuată acasă, respectând cerințele procesului tehnologic și având întregul arsenal de instrumente necesare.
Există mai multe opțiuni pentru conectarea țevilor din polipropilenă:
- lipire prin difuzie;
- lipire cu fitinguri electrice;
- sudare la rece.
În acest articol, vom vorbi mai detaliat despre fiecare metodă de combinare a produselor cilindrice, vom lua în considerare avantajele și dezavantajele acestora și, de asemenea, vom învăța cum să lipim corect țevile din polipropilenă.
Înainte de a începe, trebuie să pregătiți instrumentul de instalare. Pentru a crea o îmbinare fiabilă între structuri și toate piesele suplimentare, veți avea nevoie de un fier de lipit special.
Este de remarcat faptul că, uneori, conexiunea produselor din polipropilenă se numește sudare. Cu toate acestea, acest proces are multe varietăți, așa că este important să ne amintim că țevile din polipropilenă sunt conectate într-un singur mod - lipire. Pentru instalarea unui astfel de sistem, nu se folosesc fitinguri filetate și metal-plastic.

Lipirea țevilor din polipropilenă necesită utilizarea mașinilor de sudură. Există mai multe tipuri de dispozitive la vânzare:
- încălzitor cu secțiune transversală rotundă;
- unitate plată.
Al doilea tip de mașină de lipit este numit în mod popular fier de călcat, ceea ce se datorează în mare parte acestuia aspect. Astfel de dispozitive diferă doar prin design.
Pentru primul model, duzele din teflon sunt puse pe încălzitor și fixate cu piese asemănătoare clemelor. În al doilea dispozitiv, aceleași duze sunt înșurubate pe încălzitor pe ambele părți. Restul elementelor de design nu sunt diferite. Funcția principală a dispozitivului este de a efectua lipirea de înaltă calitate și fiabilă a produselor din polipropilenă.
Setul de dispozitive de lipit trebuie să includă duze. Cel mai ieftin dispozitiv, al cărui set include un număr minim de elemente, este considerat a fi un fier de lipit chinezesc. Puterea sa nu depășește 800 W. Se prezintă spre vânzare împreună cu un suport, precum și atașamente care permit lipirea țevilor PP cu secțiunea transversală de 20-32 mm.
Când sistemul de încălzire al unei case private este realizat din produse cilindrice de acest diametru, acest kit va fi destul de suficient. Dar dacă se așteaptă o muncă mai profesională care implică lipire, veți avea nevoie de un dispozitiv mai bun.
Pentru țevile cu o secțiune transversală de 40-63 mm, este necesar un alt kit de lipit. Va trebui achizitionat separat. Cel mai seturi scumpe, caracterizate prin fiabilitate sporită, sunt fabricate în marile țări europene. Setul lor include următoarele piese:
- ciocan de lipit;
- stand;
- Duze din teflon de diferite diametre;
- foarfece care vă permit să tăiați țevi la 90 de grade;
- hexagon;
- Surubelnita Phillips;
- ruletă;
- mănuși.
Deoarece trebuie să lucrați cu echipamente fierbinți pentru a lipi țevile din polipropilenă, trebuie să purtați mănuși atunci când efectuați operația. Începătorii se ard adesea când ating elementul de încălzire.
Designul oricărui fier de lipit este conceput astfel încât să fie posibilă instalarea simultană a mai multor duze pentru conectarea țevilor cu diametru mic, ceea ce economisește timp, mai ales atunci când se lucrează cu produse cu o secțiune transversală de 20-40 mm.
Puterea mașinii de lipit
Pentru a încălzi uniform și rapid o țeavă cu un diametru de 63 mm, este necesară o putere mai mare a sistemului. În scopuri casnice, va fi suficient un dispozitiv cu o valoare care determină cantitatea de energie care nu depășește 0,7-1 kW.
Dacă puterea fierului de călcat este mai mare de 1 kW, acesta devine profesional. Costul său este mult mai mare decât prețul unui fier de lipit obișnuit.
Metoda unu
Pentru a face un fier de lipit de casă veți avea nevoie de:
- un fier de călcat vechi rupt, care are încă un element de încălzire;
- set de constructii metalice pentru copii;
- mâner din cauciuc;
- comutator;
- cordon de azbest;
- duraluminiu;
- banda izolatoare.

Tehnologia de fabricație
- folosiți o râșniță pentru a tăia toate părțile inutile de pe fundul fierului de călcat;


- se face un capac din aluminiu;
- o cutie este asamblată din setul de construcție; în el sunt instalate un bec și un mâner de cauciuc;
- un comutator basculant și un regulator de fier de lipit sunt conectate la fir;


- toate părțile sunt combinate într-un singur întreg;
- cablurile sunt lipite;
- Elementul de încălzire este prins cu șuruburi pe corp, având în prealabil plasat o garnitură de azbest.

Astfel, după ce ai petrecut puțin timp folosind materialul disponibil, devii proprietarul unui fier de lipit de casă pentru sudarea țevilor din PP.
Metoda a doua
Pentru a face instrumentul, veți avea nevoie de o pereche de atașamente care costă 215 de ruble. și un fier de călcat aruncat pe foc. Durează aproximativ două ore pentru asamblare.
În primul rând, dispozitivul de încălzire este instalat vertical. Fitingul este plasat pe duzele de încălzire simultan cu conducta. Pentru a face posibilă efectuarea operațiunilor pe perete, fierul de călcat trebuie ușor modernizat: tăiați „înțepătura” tălpii și rotunjiți-o ușor. Ar fi o idee bună să folosiți pastă termică.

Se știe că așa dispozitiv de casă au fost sudate mai multe conducte. Calitatea muncii s-a dovedit a fi destul de ridicată.
După încălzirea fierului de călcat, ținându-l de mâner, scoateți mai întâi țeava. Nu este nevoie să îndepărtați imediat fitingul, deoarece grosimea acestuia împiedică topirea rapidă. Mai rămâne doar să țineți țeava cu fierul de călcat cu mâna și să scoateți fitingul.
Pentru a conecta produsele, trebuie să aplicați puțină forță până când se formează un fulger uniform în jurul întregului perimetru al dispozitivului de fixare.
Trebuie să țineți conexiunea în această poziție timp de aproximativ 15-20 de secunde până când începe polimerizarea. Sudarea pe perete este simplă: țineți dispozitivul de încălzire cu o mână și țeava cu cealaltă.
Metoda trei
Fabricăm un fier de călcat echipat cu un regulator de temperatură, care va acționa ca un dispozitiv special de control al puterii asamblat pe un tiristor. Pentru lucrări de lipire este furnizată o tensiune de 170V. Pentru crearea dispozitivului se folosesc plăci de aluminiu sau cupru. Fotografia prezintă o piesă cu o grosime de 0,8 mm, dar valoarea acestei valori poate varia în sus.
Sunt necesare elemente plate, astfel încât încălzitorul să nu înceapă să se răcească în momentul punerii țevii. Pentru funcționare, se folosește un element de încălzire (1 kW) de la o sobă Mechta învechită. Deoarece radiatorul se încălzește cu greu, acesta poate fi redus. Nu sunt necesare distanțiere pentru a instala tiristorul și dioda. Designul fierului de călcat în sine poate avea orice formă, totul depinde de imaginația ta.



Mai jos este circuitul de reglare a puterii.

Pe fiecare parte a spiralei puteți instala distanțiere din aluminiu sub formă de clătite rotunde. Pe corp este atașat un mâner cu un regulator și un comutator fix. Cu alte cuvinte, puteți face tuning.
Principiul tuturor dispozitivelor este întotdeauna același: pentru a lipi țevile PP, trebuie să mențineți o anumită temperatură.

Cum să alegi duzele
La selectarea duzelor de încălzire, este necesar să se țină cont de diametrul țevilor care sunt conectate și de alte puncte importante:
- putere;
- cât de bine este păstrată forma după schimbările de temperatură;
- conductivitate termică.
Aproape toate aparatele de sudură sunt potrivite pentru diverse atașamente. Acest lucru este foarte convenabil atunci când trebuie să instalați o autostradă complexă.
Fiecare element purtabil are două capete. Pe unul se încălzește Partea exterioară detalii, pe de altă parte - partea sa internă. Toate duzele sunt acoperite cu teflon, care protejează suprafața de aderența materialului topit. Dimensiunile pieselor sunt în intervalul 2-6 cm, ceea ce corespunde diametrelor comune ale produselor cilindrice.
Temperatura normala pentru lipit
Pentru sudarea durabilă a structurilor, temperatura de lipire a țevilor din polipropilenă nu trebuie să depășească 260 °C.În caz contrar, acest lucru va duce la pierderea stabilității bazei de plastic, drept urmare conducta pur și simplu nu se va putea conecta la fiting. Mai mult, elementul de conectare încălzit va începe să se lipească de toate părțile din jurul acestuia. Cu toate acestea, o temperatură mai scăzută nu este potrivită pentru lipire.
Este important de reținut că vâscozitatea și plasticitatea structurii din polipropilenă trebuie să aibă anumite valori, altfel procesele de difuzie nu vor începe și conexiunea își va pierde fiabilitatea. Durata de viață a unor astfel de conducte va fi minimă. Va trebui să uiți de garanția de 50 de ani. Este mai bine să vă uitați la tabel la ce temperatură să conectați produsele.
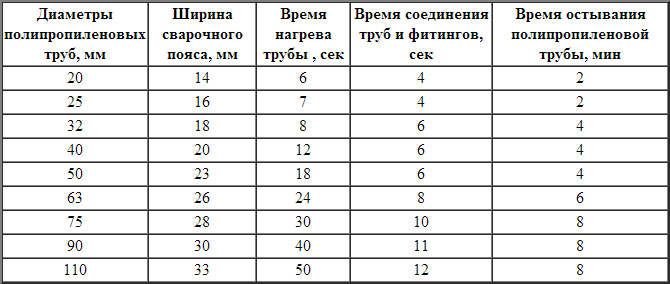
Timp de lipire a conductelor
Dacă urmați corect cerințele tehnologice pe durata procesului de conectare a structurilor folosind un instrument special, puteți obține o îmbinare destul de etanșă. Polipropilena nu va începe să se răspândească după supraîncălzire. Timpul de încălzire depinde de anumiți parametri. Principalele sunt:
- secțiune de țeavă;
- lățimea cusăturii centurii de sudură;
- temperatura ambientala.
Mai jos este un tabel special care arată timpul de lipit recomandat pentru produsele PP, ținând cont de toate valorile menționate mai sus:

Sudarea prin mufă a țevilor din polipropilenă
Principala metodă de instalare a plasticului, atunci când este necesar să se conecteze mici produse cilindrice de diferite secțiuni, este utilizarea unei prize. Când sudați o structură PP, trebuie utilizate piese suplimentare:
- colțuri;
- tricouri;
- curbe.
Toate sunt realizate din același material din care au fost făcute țevile. Utilizarea unor elemente suplimentare pentru a crea o conexiune de înaltă calitate nu este considerată un dezavantaj al acestei metode. Piesele în cauză, pe lângă funcția de conectare, ajută la schimbarea direcției conductei.
Acest proces constă din mai multe operații:
- suprafețele de îmbinare sunt topite: peretele exterior al produsului cilindric cu partea interioară a fitingului;
- se folosesc piese speciale de încălzire;
- Elementele asamblate sunt răcite.

Potrivit profesioniștilor, îmbinările prin soclu sunt considerate mult mai fiabile decât sudarea cap la cap. Datorită faptului că atunci când este combinată, țeava intră cu forță în fiting, se creează o rezistență ridicată. În acest caz, alinierea nu necesită utilizarea unui instrument special. Chiar și un începător poate combina structuri cilindrice în acest fel.
Aparat de sudura cu prize
Dispozitivele concepute pentru conectarea produselor PP în prize se numesc fiare de lipit sau fiare de călcat. Elementul principal al unui astfel de dispozitiv a fost capul de încălzire. Toate piesele de schimb sunt atașate la acesta:
- cuplaje;
- dorns.
Primele elemente sunt concepute pentru a încălzi suprafața exterioară a țevilor, al doilea - partea interioară a fitingurilor. Forma încălzitorului din majoritatea fiarelor de lipit rămâne o placă triunghiulară. Dispozitivele cu alte modele pot fi găsite la vânzare.
Dimensiunea duzelor depinde de dimensiunile părții plate. Cu alte cuvinte, este selectată o secțiune de țeavă care va fi lipită liber. În plus, este necesar să aveți grijă de numărul necesar de perechi de încălzire pentru instalarea simultană. Pentru a lucra cu o farfurie mare, veți avea nevoie de o unitate puternică.
Piesele suplimentare (cuplaje, dornuri) trebuie asigurate astfel încât suprafața lor de sprijin să atingă strâns placa.
Cu un contact bun se va atinge temperatura dorită (260 °C). În acest caz, puterea fierului de lipit nu contează prea mult.

Astăzi, dispozitivele sunt produse echipate cu un cap de încălzire sub formă de tijă. Principalul lor avantaj poate fi numit compactitate. Forma capului nu afectează parametrii tehnici.
Pentru funcționarea de înaltă calitate a fierului de călcat, este importantă acuratețea funcționării senzorului de temperatură, care menține temperatura necesară. Dacă fluctuațiile sale devin minime, aceasta indică un fier de lipit de înaltă calitate.
Cele mai avansate astăzi sunt termostatele electronice. Acești termistori sunt capabili să afișeze o valoare exactă a temperaturii chiar și pe suprafața de lucru a cuplajului.
Utilizarea unor astfel de piese face posibilă reducerea inerției de temperatură a fierului de călcat. Ca rezultat, citirile reale ale capului de încălzire vor fi afișate pe scala dispozitivului.
Releele bimetalice funcționează mai aproximativ, precum și termostatele capilare, ale căror valori sunt inexacte. În comparație cu datele de la termistori, discrepanțele vor fi destul de mari. Oricare ar fi termostatul, atunci când dispozitivul ajunge în modul de funcționare (judecând după datele indicatorului), trebuie să așteptați câteva minute. In acest timp se va compara temperatura duzelor cu cea indicata de aparat.
Acum poți începe să sudezi. Producătorii produc și fiare de lipit care au două elemente de încălzire cu putere diferită. Fiecare parte este echipată cu un comutator separat.
Aceste produse sunt capabile să atingă independent ceea ce s-a dorit regim de temperatură. Stăpânul însuși selectează puterea necesară.
A doua parte devine de rezervă în cazul în care prima eșuează.
Dispozitivul oferă posibilitatea de a porni simultan ambele încălzitoare pentru a atinge rapid modul de funcționare.
Echipamentul poate fi echipat cu instrumente auxiliare, inclusiv:
- teșire;
- calibrator;
- trimmer;
- foarfece de tăiat țevi.

În unele truse puteți găsi chiar și un lichid special de curățare. Cu toate acestea, nu toate piesele enumerate sunt incluse în pachetul de bază. Adesea, acestea trebuie achiziționate separat. Este important ca aparatul de sudura sa vina cu totul instrumentele necesare pentru lucrul cu orice diametre și materiale de țeavă.
Proces tehnologic de sudare a soclului
Diametrul exterior al unui produs cilindric este întotdeauna puțin mai mare decât secțiunea transversală nominală. Fitingul, dimpotrivă, are un diametru interior mai mic decât secțiunea transversală nominală a conductei.
Luați, de exemplu, o țeavă de 20 mm. Dimensiunea reală a diametrului său exterior va fi în intervalul 20,3-20,5 mm. Un fiting proiectat să funcționeze cu un produs de 20 mm va avea o secțiune transversală internă de 19,5-19,7 mm.
În plus, partea de mijloc a suprafeței de cuplare va corespunde exact diametrului nominal. Pentru un plan conic se iau 5 grade.
Devine clar că dacă fitingurile nu sunt încălzite, acestea nu vor putea fi conectate la cuplaj.
Când țeava este combinată cu un cuplaj fierbinte, are loc topirea părții exterioare. Tot excesul este stors spre vârf, creând un fel de rolă. Apoi, straturile interioare sunt încălzite. Încep să se comprime, iar țeava poate intra în manșonul fierbinte. Un efect similar poate fi obținut atunci când elementul de fixare este conectat la un dorn fierbinte.
Când țeava este combinată cu fitingul, aceasta este comprimată elastic, iar elementul de legătură începe să se întindă. Suprafețele încălzite sunt comprimate, deplasând aerul. Rezultatul este amestecarea uniformă a materialului topit.
General proces tehnologic Conectarea țevilor PP într-o priză are mai multe operații secvențiale:
- tăierea produselor;
- activități pregătitoare;
- instalarea unui aparat de sudura;
- atingerea modului de funcționare;
- încălzirea pieselor;
- asamblare;
- linie de răcire.
Puteți conecta manual o țeavă cu o unealtă încălzită fără prea mult efort dacă sudați piese mici a căror secțiune transversală este în intervalul 40-50 mm. Pentru a combina structuri cilindrice cu un diametru care depășește 50 mm, trebuie să utilizați un centralizator special conceput pentru sudarea prin soclu.
Deoarece lipirea țevilor din polipropilenă nu este deosebit de dificilă, munca se poate face singur.
Pentru tăierea produselor cilindrice, se folosesc foarfece speciale care nu permit încrețirea pereților țevii.
Înainte de a începe lipirea produselor din polipropilenă, suprafețele pieselor sunt curățate și degresate temeinic. Structurile armate sunt supuse unei pregătiri speciale. Lucrătorii care instalează astfel de produse trebuie să-și amintească acest lucru.
Țevile compozite din PP, care sunt armate cu aluminiu, se caracterizează printr-o dilatare termică scăzută. Prin urmare, un sistem de încălzire realizat din astfel de produse nu necesită instalarea unor compensatoare de temperatură suplimentare. Numai în astfel de produse armate cu aluminiu este posibilă difuzia oxigenului. După ce aerul intră în sistem, apa este saturată activ cu oxigen. Ca urmare, începe procesul de cavitație a supapelor, precum și a altor părți ale structurii din structuri cilindrice.
În absența unui strat de întărire, nu este nevoie să efectuați o pregătire specială suplimentară.
Harta tehnologica pentru sudarea prin soclu a tevilor din polietilena
Cum să lipiți țevile din polipropilenă armată
În acest caz, contactul aluminiului cu lichidul este strict interzis. Acest aliaj începe să se deterioreze, iar cumpărarea de produse noi este neprofitabilă. Apariția unor mici distorsiuni interne în articulații este greu de observat cu ochiul liber, cu toate acestea, aceste zone sunt punctul slab al întregului sistem. Aici este posibil ca apa să ajungă pe suprafața metalică.
Pentru a preveni acest lucru, stratul armat este curățat cu grijă. O astfel de operațiune este obligatorie dacă suprafața țevilor este învelită în folie.
Pentru îndepărtare folie metalica folosit dispozitiv special- așa-numitul aparat de ras. Trebuie achiziționat separat.
Capătul este introdus în dispozitiv, similar cu ascuțirea unui creion, și încep să se întoarcă.
Când lucrați, nu uitați de curățarea stratului de aluminiu. Sudarea va avea loc fără această procedură, dar fiabilitatea conexiunii rezultate va fi destul de scăzută.
Puteți scăpa de acest factor uman instalând țevi armate cu fibră de sticlă.
Dacă stratul de armare din aluminiu este situat în centrul peretelui, suprafața este tăiată cu un instrument special. Ajută la îndepărtarea marginilor de aluminiu care acoperă capătul țevii. Dacă nu se efectuează o astfel de operațiune, apa poate pătrunde în centrul peretelui, deplasându-se de-a lungul microfisurilor din stratul de armare, ceea ce va duce inevitabil la umflare. 
În fotografie se pot observa conexiunile lipite ale tăieturilor: execuția incorectă în poză fără tăiere și cea corectă - cu tăiere.


Pentru a obține cele mai bune rezultate, se folosesc cuplaje speciale. Ele par să „cărămizeze” capetele stratului de armare, ceea ce ajută la evitarea contactului metalului cu lichidul.


Unii producători își oferă propriile recomandări cu privire la modul de pregătire a țevilor înainte de sudare. Chiar dacă nu există un strat de armare, este necesar să calibrați diametrul exterior și apoi să îndepărtați teșirea.
Operația de dimensionare îndepărtează elipsa țevii, făcând-o complet rotundă. Teșirea îndepărtată facilitează munca de conectare la cuplare. Din păcate, atunci când țevile PP sunt lipite independent, aceste operațiuni sunt complet ignorate.
Cum se prepară un fier de lipit pentru utilizare
În primul rând, aparatul de sudură trebuie să fie bine fixat. Când începe încălzirea, piesele sunt supuse unei presiuni, care este transferată în fierul de lipit. Pentru a face mai convenabil lucrul, este important să vă asigurați că dispozitivul rămâne staționar.
Un cuplu de încălzire este plasat pe instrument. Apoi, temperatura de încălzire dorită este setată și se aplică tensiune. Când țevile PP sunt sudate prin mufă, temperatura de încălzire ar trebui să fie între 260±10 °C, ceea ce depășește valorile la care polipropilena devine vâscoasă și fluidă.
În acest fel, stratul superior al țevii împreună cu fitingul se topește rapid. Ca rezultat, piesa poate fi îndepărtată cu ușurință fără a încălzi întreaga grosime a peretelui. La o temperatură diferită, când elementele devin moi, conectarea nu va fi posibilă.
Punem piesele la încălzit
Când aparatul de sudură ajunge în modul de funcționare, lumina se va aprinde. Conducta este introdusă în cuplaj, iar fitingul este introdus în dorn. Dacă este destul de dificil să efectuați o astfel de muncă în același timp, mai întâi este instalat un element de conectare greu.

Piesele de sudură au neapărat o cantitate mică, care începe să se strecoare în timpul instalării lor. Acest lucru creează o rolă în formă de inel (bavură). Pentru a muta un astfel de inel, trebuie să depuneți un efort, dar acest lucru ar trebui făcut ușor și încet, astfel încât bavurile să devină forma corectă. O armătură care se potrivește slab pe dorn și nu formează un talon inelar este considerată defectă.
Când instalați piesa, asigurați-vă că monitorizați adâncimea de instalare. De îndată ce elementul se sprijină pe partea superioară a dornului, presiunea trebuie oprită, în caz contrar capătul țevii poate fi deteriorat și opritorul de fiting poate fi stricat. Pentru a controla adâncimea de imersare a piesei în cuplaj, se face un marcaj corespunzător la o anumită distanță de la capăt. Cu toate acestea, această procedură nu este necesară, deoarece fitingul este introdus practic în dorn până când atinge opritorul.
După ce piesele au fost instalate în cuplajul aparatului și dornul acestuia, trebuie să așteptați câteva secunde până când suprafețele sunt bine topite. Este important să determinați corect durata de încălzire. Acest timp ar trebui să fie suficient pentru a obține o stare vâscoasă și fluidă a polipropilenei.
Dacă perioada de încălzire este prea lungă, piesele vor deveni foarte moi. Producătorii de țevi din plastic au dezvoltat tabele speciale care indică timpul de încălzire pentru o anumită marcă de polipropilenă. În acest caz, se iau în considerare și grosimea peretelui și secțiunea transversală a țevii.
Când fitingurile sunt combinate cu produse cilindrice, unghiul de rotație al pieselor nu trebuie să depășească 5 grade. Dacă îmbinarea este realizată corect, blitzul va avea aceeași grosime pe toate părțile.
Răcirea conexiunii
Dacă este necesară corectarea lucrărilor efectuate, tehnologia permite ca acest lucru să fie realizat în câteva secunde. Piesele nu trebuie supuse la nicio presiune până când materialul nu s-a întărit complet, care durează aproximativ 2-4 minute.
Parametrii aproximativi pentru durata operațiunilor de sudare pot fi vizualizați într-un tabel special. Valorile mai precise sunt indicate de producătorii de fitinguri și produse din PP.
Când lipiți produse din PP cap la cap, capetele pieselor sunt încălzite cu o unealtă fierbinte până când se topesc. Apoi elementele sunt presate cu forță până când cusătura se răcește. Această tehnologie se distinge prin simplitatea sa.
În acest caz, nu este nevoie să utilizați dispozitive suplimentare. Dacă totul este făcut corect, rezultatul este o cusătură destul de fiabilă, nu inferioară rezistenței țevii. Operația tehnologică se realizează într-o anumită secvență:




Cu toată simplitatea ei, sudarea cap la cap pare atât de accesibilă. În practică, acest lucru necesită rezolvarea mai multor probleme, ceea ce este aproape imposibil de realizat în condiții de zi cu zi.
Țevile trebuie să se alinieze exact de-a lungul axei lor, cu doar o abatere de 10% de la grosimea peretelui permisă. Presiunea asupra pieselor care presează produsele cilindrice pe planul oglinzii de încălzire atunci când sunt expuse temperatura ridicata, ar trebui să fie disponibil doar pentru o anumită perioadă de timp. Acesta este singurul mod de a obține o conexiune de înaltă calitate. La efectuarea tunderii, este necesar ca capătul să aibă perpendicularitate perfectă.
Condițiile enumerate mai sus sunt destul de dificil de urmat fără un dispozitiv suplimentar - un centralizator special. Este echipat cu o acționare electrică care creează o anumită forță de compresie. În plus, acest dispozitiv este echipat cu un trimmer.
Cu alte cuvinte, pentru a efectua sudarea cap la cap a țevilor de polipropilenă cu diametru mic, veți avea nevoie de o cantitate mai mare de echipamente speciale în comparație cu metoda anterioară de îmbinare. Având în vedere faptul că la sudarea prin soclu, se obține o îmbinare mai bună datorită conexiunii de blocare, meșterii de acasă preferă să folosească această metodă specială de combinare a țevilor.
Sudarea cap la cap a produselor PP este utilizată în principal în producție, atunci când este necesară conectarea structurilor de secțiune transversală mare atunci când se instalează o secțiune dreaptă a unei structuri de inginerie realizată din produse cilindrice.
Țevile din polipropilenă, datorită costului redus și ușurinței de conectare, sunt folosite de mulți proprietari atunci când instalează alimentarea cu apă într-un apartament sau casă. Există multe unelte pentru lipirea țevilor, dar nu toată lumea își poate permite, așa că am făcut un fier de lipit dintr-un fier electric vechi.
Pe „talpa” de la fierul de călcat (element de încălzire) (foto 1, articolul 1) în avans gaura forata Folosind un șurub pe ambele părți, am asigurat elementul de încălzire pentru diametrele exterioare (7) și interioare (vezi fotografia 2) ale țevilor. Carcasa termoizolantă (foto 1, articolul 2) și modulul de control al temperaturii (3), montate pe o placă de textolit (4), au fost conectate la elementul de încălzire și instalate pe un suport (5). Izolatori PTFE (6) au fost plasați între carcasă și placă.
Suportul din aluminiu ține în siguranță structura, iar partea proeminentă a plăcii de textolit este introdusă liber în canelura sa (8) și îndepărtată cu ușurință, ceea ce vă permite să depozitați în mod convenabil dispozitivul. Mâner din lemn L-am atașat la textolit cu șuruburi autofiletante. Modulul controlerului de temperatură a fost asamblat conform diagramei...
Când instalez o conductă de apă, pornesc fierul de lipit și setez temperatura dorită. Introdu țevi cu diametrul de 25 mm în elementul de încălzire pe ambele părți timp de cel mult 5 secunde, le scot și le lipim împreună, conectând capetele încălzite.
Diagrama unui fier de lipit de casă pentru țevi din plastic
1. Variabil 500 kOhm (R 1)
2. Rezistor 4,7 kOhm 0,5 w (R2)
3. Rezistor 1 mOhm, 0,25 w(R3)
4. Dinistor DB-3 (VS 1)
5. Triac TS 25-4 (VS 2)
6. Încălzitor electric termic 1000w (T3H)
7. Condensator 0,1 uF, 400 v(C 1)
8. Lampă cu neon HL 1 (indicator de rețea)
Controlerul de temperatură este montat într-o carcasă de aluminiu de 130x60x90 mm pe o placă din folie de fibră de sticlă. Butonul de control este situat în exterior și are diviziuni. Când dispozitivul este pornit, lampa roșie se aprinde.
Fier de lipit DIY pentru țevi din plastic - foto
 Placi de bază clasice Cărămizi din plastic Recuzită compatibile cu legoingly City...
Placi de bază clasice Cărămizi din plastic Recuzită compatibile cu legoingly City...
82,16 rub.
Transport gratuit★★ ★★ ★★ ★★ ★★ (4.90) | Comenzi (1126)
 2019 10 buc/lot încuietoare pentru copii Uși de blocare pentru protecția copiilor pentru...
2019 10 buc/lot încuietoare pentru copii Uși de blocare pentru protecția copiilor pentru...